- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Factori care influențează rata de contracție și metodele de modificare a plasticului
Factori care afectează rata de contracție din plastic
1. Influența materiei:
(1) Tip de material: diferite tipuri de plastic au rate de contracție diferite (vezi Tabelul 1).
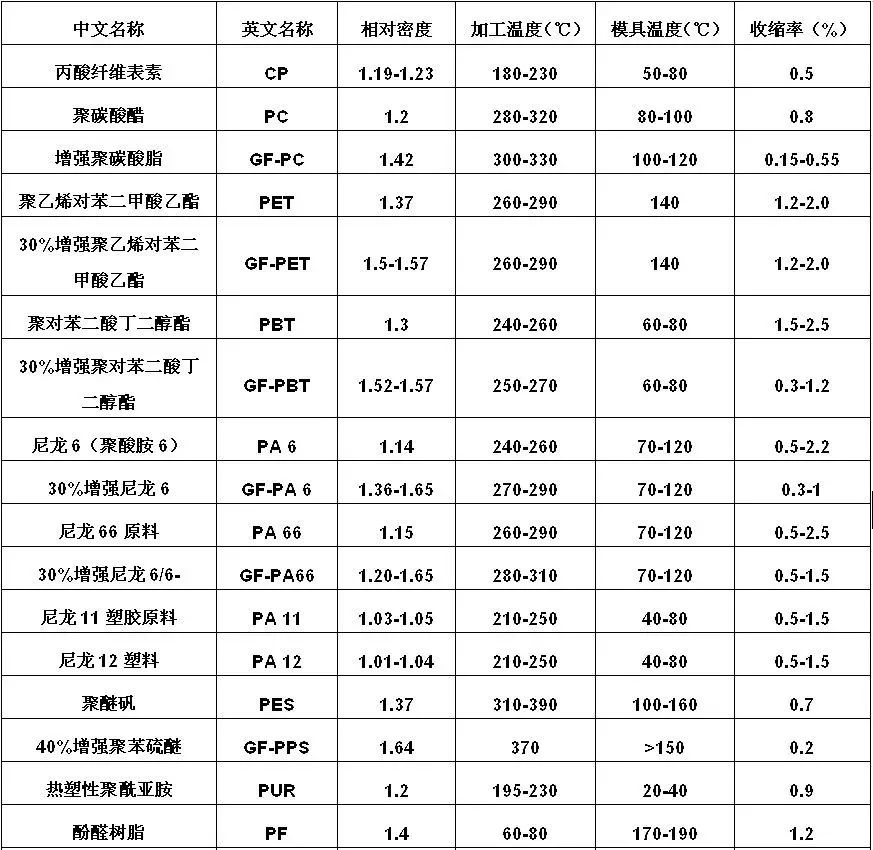
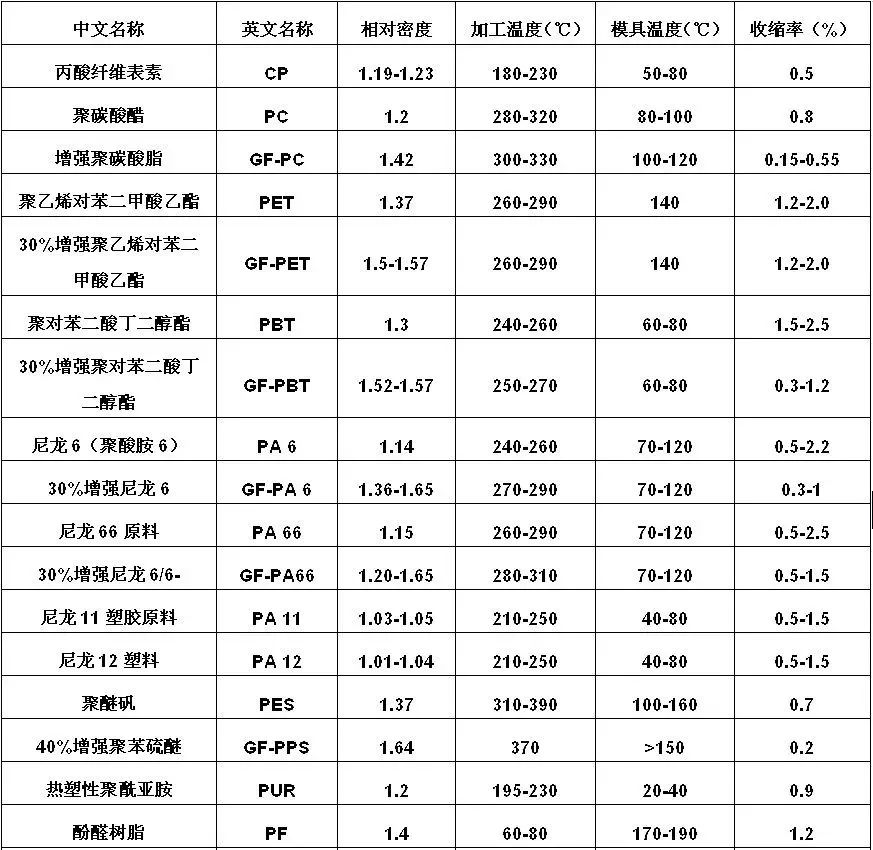
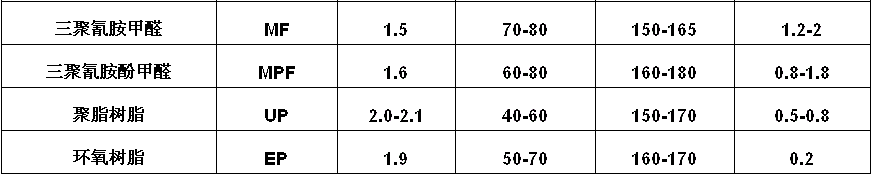
Din tabelul 1, se poate observa că, printre termoplastice, 40%PPS armat cu fibră de sticlă are cea mai mică rată de contracție (0,2%), în timp ce printre termosete, rășina epoxidică are cea mai mică rată de contracție (0,2%). Fluoroplastica are cea mai mare rată de contracție, atingând până la aproximativ 6%; urmată de polietilenă cu densitate mică (LDPE) cu o rată de contracție maximă de 5%.
(2) Cristalinitatea materialului: pentru același material, cristalinitatea mai mică are ca rezultat o rată de contracție mai mică. Printre diverși factori de influență, gradul de cristalinitate din rășină are cel mai semnificativ impact asupra contracției.
(3) Greutatea moleculară a materialului: pentru același material, o greutate moleculară mai mare duce la o rată de contracție mai mică. Rășinile cu aceeași greutate moleculară, dar un flux mai bun prezintă o contracție mai mică a modelării.
(4) Modificarea materialului: adăugarea altor rășini, elastomeri sau umpluturi la rășina de bază reduce rata de contracție la diferite grade. Diferențele dintre rata de contracție a rășinii afectează foarte mult precizia dimensională a pieselor în timpul procesării topiturii. Pentru a produce piese din plastic de înaltă precizie, trebuie utilizate rășini cu rate mici de contracție. De exemplu, rășina PP are o rată de contracție de 1,8%-2,5%, iar contracția sa crește odată cu scăderea greutății moleculare, ceea ce face dificilă producerea pieselor PP cu precizie ridicată.
2. Influența procesului de administrare:
(1) cu temperatura constantă de modelare, creșterea presiunii de injecție scade contracția.
(2) Creșterea presiunii de reținere scade contracția.
(3) Creșterea temperaturii topirii reduce ușor contracția.
(4) Temperatura mucegaiului mai mare crește contracția.
(5) Timpul de reținere mai lung scade contracția (contracția nu este afectată după solidificarea porții).
(6) Timpul de răcire mai lung în martea scade contracția.
(7) Viteza de injecție mai mare tinde să crească ușor contracția (efect minor).
(8) contracția de modelare este mare, post-shrinkage este mică; Post-shrinkage este semnificativ în primele două zile și se stabilizează după aproximativ o săptămână.

3. Influența structurii părții:
(1) Părțile cu pereți groși au o contracție mai mare decât părțile cu pereți subțiri.
(2) Piesele cu inserții au o contracție mai mică decât piesele fără inserții.
(3) Părțile cu forme complexe au o contracție mai mică decât părțile în formă simplă.
(4) contracția în direcția lungimii este mai mică decât contracția în direcția grosimii.
(5) Găurile interne prezintă o contracție ridicată, în timp ce caracteristicile externe prezintă o contracție scăzută.
4. Influența structurii în valoare:
(1) Mărimea mai mare a porții scade contracția.
(2) contracția perpendiculară pe direcția porții este redusă, contracția paralelă cu direcția porții este crescută.
(3) Zonele mai departe de poartă au o contracție mai mică decât zonele de lângă poartă.
(4) Secțiunile părții constrânse de matriță prezintă o contracție mai mică, secțiunile neconfinate prezintă o contracție mai mare.
Metode de modificare pentru a reduce rata de contracție din plastic
1. Umplerea fulberă:
Fibrele includ diverse fibre anorganice și organice. Luarea fibrei de sticlă ca exemplu, adăugarea de 35% din fibră de sticlă la rășina PP poate reduce rata de contracție de la 1,8% (nemulțumit) la 0,5%. Materialele plastice armate cu fibre lungi de sticlă dezvoltate în ultimii ani oferă avantaje în controlul contracției, prezentând rate de contracție scăzute și constante în direcții longitudinale și transversale.
2. Umplerea de umplutură inorganică:
Umpluturile anorganice includ talc, carbonat de calciu, sulfat de bariu, pulbere de mica, wollastonită și montmorillonit, etc. Tipul de umplutură, forma, dimensiunea particulelor și nivelul de tratare a suprafeței influențează eficacitatea acesteia în modificarea ratei de contracție a rășinii.
(1) Forma de umplere: umpluturile de diferite forme afectează diferit reducerea contracției, ordinea eficienței fiind: fulg> asemănător acului> granular> sferic. De exemplu, montmorillonita fulgări și MICA reduc semnificativ contracția compozită.
(2) Mărimea particulelor de umplutură: pentru aceeași umplutură, dimensiunile mai mici ale particulelor au un efect mai mare asupra reducerii contracției. De exemplu, în PP plin de talc (20% talc + 8% POE), deoarece dimensiunea particulelor de talc crește de la 1250 ochiuri de plasă la 5000, rata de contracție scade de la 1,05% la 0,8%.
(3) Tratamentul de umplutură: Tratamentul la suprafață al umpluturii îmbunătățește efectul său de reducere a contracției. De exemplu, ABS umplute cu 10% talc prezintă o reducere a contracției de la 0,48% la 0,42% atunci când talcul este tratat cu agent de cuplare aluminat.
(4) Încărcare de umplutură: pentru aceeași umplutură, încărcarea mai mare are ca rezultat o reducere mai mare a ratei de contracție.
3. Reducerea cristalinității:
(1) Adăugarea de agenți de reducere a cristalizării: utilizați în mod obișnuit sunt compuși cu molecule mici care perturbă regularitatea moleculară și împiedică mișcarea moleculară în starea de topire, reducând astfel cristalinitatea.
(2) Adăugarea altor rășini: amestecarea cantităților mici de LDPE sau HDPE în PP poate perturba cristalizarea sa în timpul procesării. Se pot adăuga, de asemenea, rășini non-cristaline precum PS, ABS, PMMA sau PC.
4. Adăugarea elastomerilor:
Se pot adăuga elastomeri precum POE, EPDM și SBS. Când conținutul de elastomer este sub 5%, efectul lor asupra reducerii contracției PP este similar. Peste 5% conținut, eficacitatea diferă în funcție de tip, ordinea de reducere a contracției fiind: POE> EPDM> SBS (în concordanță cu efectul lor de întărire asupra PP). Combinarea umpluturilor anorganice și a elastomerilor în PP produce o mai bună reducere a contracției.
5. Modificare chimică a altoirii:
Modificarea grefei PP își poate reduce cristalinitatea, obținând astfel o rată de contracție mai mică.