- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Înțelegerea valorilor de laborator: Adevărata modalitate de a citi culoarea - Trei parametri de bază pentru controlul diferenței de culoare în materialele plastice de inginerie
„Este acceptabil sau nu un ΔE de 2,1 pe raportul colorimetrului?”
„Clientul spune că valorile Lab sunt dezactivate, dar culorile îmi par aproape la fel.”
Acestea sunt întrebări pe care echipa noastră tehnică le aude în fiecare zi. În industria materialelor plastice, diferența de culoare nu mai este judecată doar cu ochiul liber. Fie că este vorba de piese interioare de automobile, carcase electronice 3C sau componente structurale industriale, clienții includ aproape întotdeauna un standard de acceptare a diferențelor de culoare care precizează clar: ΔE ≤ 0,5, cu valorile L, a, b în limitele toleranțelor specificate.
Deci, ce sunt exact L, a și b? Și de ce sunt mai fiabile decât inspecția vizuală? Astăzi, vom explica acești trei parametri în limbajul producției de materiale plastice de inginerie.

I. „Sistemul de coordonate” al culorii: spațiul de culoare al laboratorului
Imaginați-vă că pentru a indica o locație pe o hartă, aveți nevoie de longitudine, latitudine și altitudine. Spațiul de culoare Lab este „sistemul de coordonate tridimensional” pentru culoare.
Înființată de Comisia Internațională pentru Iluminare (CIE) în 1976, rămâne standardul global de aur pentru măsurarea culorii. Orice culoare poate fi localizată în mod unic în acest spațiu tridimensional printr-un set de coordonate (L, a, b).
• Valoarea L (luminozitate) : variază de la 0 la 100. L=100 este alb pur, L=0 este negru pur. În materialele plastice de inginerie, o parte neagră care apare gri sau o parte albă care devine gălbuie este în esență o modificare a valorii L.
• o valoare (nuanță roșu-verde): valorile pozitive indică roșu, valorile negative indică verde. Când un ABS ignifug care ar trebui să fie roșu aprins se transformă într-un „roșu cărămidă plictisitor”, valoarea a este probabil problema.
• Valoarea b (nuanță galben-albastru): Valorile pozitive indică galben, valorile negative indică albastru. Valoarea b este cel mai „sensibil” parametru – materiale precum PBT, PC și nailon sunt predispuse la îngălbenire în timpul prelucrării la temperatură înaltă. Când valoarea b se schimbă pozitiv, partea vizibilă „devine galbenă”.
II. Trei numere, trei „simptome de diferență de culoare” comune
La nivelul producției, diagnosticăm rapid cauzele principale prin modificări ale valorilor de laborator:
1. Abatere mare a valorii L – Prioritizează verificarea stării materialului și a procesului de turnare.
• Valoare L mare (prea alb/pal): Posibil temperatură scăzută a matriței sau dioxid de titan insuficient în masterbatch-ul de culoare.
• Valoare L scăzută (prea întunecată): posibil degradarea materialului (expunere excesivă la temperatură înaltă) sau aerisire slabă a mucegaiului.
2. Abatere mare într-o valoare – Prioritizează verificarea formulării materialului.
• Schimbarea pozitivă a unei valori (roșiatic): Frecvent în materialele ignifuge, unde ignifugul se descompune la temperaturi ridicate, provocând decolorarea coloranților.
3. Abatere mare în valoarea b – Prioritizează verificarea condițiilor de uscare și a temperaturii de injecție.
• Schimbarea pozitivă a valorii b (gălbui): Cea mai frecventă cauză este uscarea excesivă sau temperatura de topire excesivă. Materialele din nailon sunt deosebit de sensibile – o deviere a valorii b de 0,5 este vizibil „gălbuie” cu ochiul liber.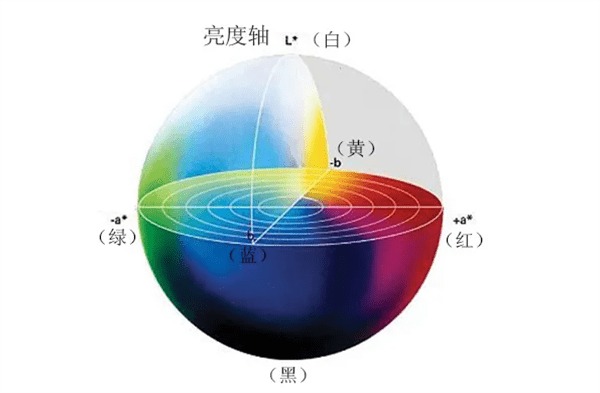
III. Ce este ΔE? De ce nu ne putem baza numai pe ΔE?
ΔE este abaterea combinată între dimensiunile L, a și b, calculată ca:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Folosește un singur număr pentru a rezuma „diferența totală de culoare”, făcând o judecată rapidă ușoară. Cu toate acestea, problema este: același ΔE poate reprezenta abateri de culoare foarte diferite.
De exemplu:
• Cazul A: ΔL=1,0, Δa=0, Δb=0 → ΔE=1,0 (puțin prea alb)
• Cazul B: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (abateri în toate cele trei direcții)
Ambele au aproape același ΔE, dar cazul B este mai „complex” și poate părea „mai noroios” cu ochiul liber. Prin urmare, controlul profesional al diferenței de culoare trebuie să ia în considerare atât ΔE, cât și toleranțele individuale. Un standard comun pentru piesele interioare auto este: ΔE < 1,0, cu |ΔL| < 0,5, |Aa| < 0,5, |Ab| < 0,5.
IV. De unde vine diferența de culoare? Patru surse comune
Pe baza anilor de experiență în deservirea clienților, principalele surse de diferență de culoare se împart în patru categorii:
1. Variația lotului de materiale – Loturi diferite de materiale plastice tehnice pot avea diferențe ușoare în culoarea de bază. Chiar și pentru aceeași clasă, o fluctuație a valorii b lot la lot de 0,3–0,5 pentru POM nu este neobișnuită.
2. Procesul de uscare scăpat de sub control – Materialele precum nailonul, PET-ul și PC-ul sunt sensibile la umiditate. Uscarea insuficientă sau uscarea excesivă poate provoca îngălbenirea. Într-un caz, un operator a crescut temperatura de uscare de la 80°C la 100°C, determinând o creștere a valorii b de la 1,2 la 2,8, eliminând un întreg lot.
3. Deriva procesului de turnare prin injecție – Micile modificări ale contrapresiunii, vitezei șurubului, vitezei de injecție, presiunii de menținere, temperaturii matriței etc., pot modifica fluxul de topire și comportamentul de cristalizare, afectând aspectul culorii. Materialele armate cu fibră de sticlă sunt deosebit de sensibile.
4. Diferențele în mediul de măsurare – Colorimetre diferite, surse de lumină, deschideri de măsurare sau chiar presiunea aplicată de operator pot afecta citirile. Clienții și furnizorii trebuie să convină asupra unui standard de măsurare unificat (de exemplu, iluminant D65, unghi de observare de 10°).
V. Concluzie: Culoarea poate fi gestionată
În materialele plastice, culoarea nu mai este un mister. Cele trei numere L, a și b transformă sentimentul subiectiv „Cred că culoarea este greșită” în faptul obiectiv „Valoarea L depășește toleranța cu 0,6, valoarea b cu 0,8”. Înțelegerea celor patru surse de diferență de culoare ne ajută să prevenim problemele înainte ca acestea să apară.